<
>


产品介绍:详细描述: 1.最佳螺旋结构喂养喉咙高度提高挤出机的输出 2.精确的温度控制系统可以确保材料熔化性能 3.独特的螺旋设计达到更好的塑化和高质量的产品 4.精确设计的齿轮箱与高扭力保
详细描述:
1.最佳螺旋结构喂养喉咙高度提高挤出机的输出
2.精确的温度控制系统可以确保材料熔化性能
3.独特的螺旋设计达到更好的塑化和高质量的产品
4.精确设计的齿轮箱与高扭力保证稳定运行
5.“H”型框架降低挤出机的振动
6.先进的PLC操作系统实现同步和自动化
7.采用自动水温度和液位控制和特殊独立的过滤器真空和冷却箱
8.提供稳定的牵引单元2 -毛毛虫
9.提供看到& chip-free切割选项
10.能耗低,性能优良,易于维

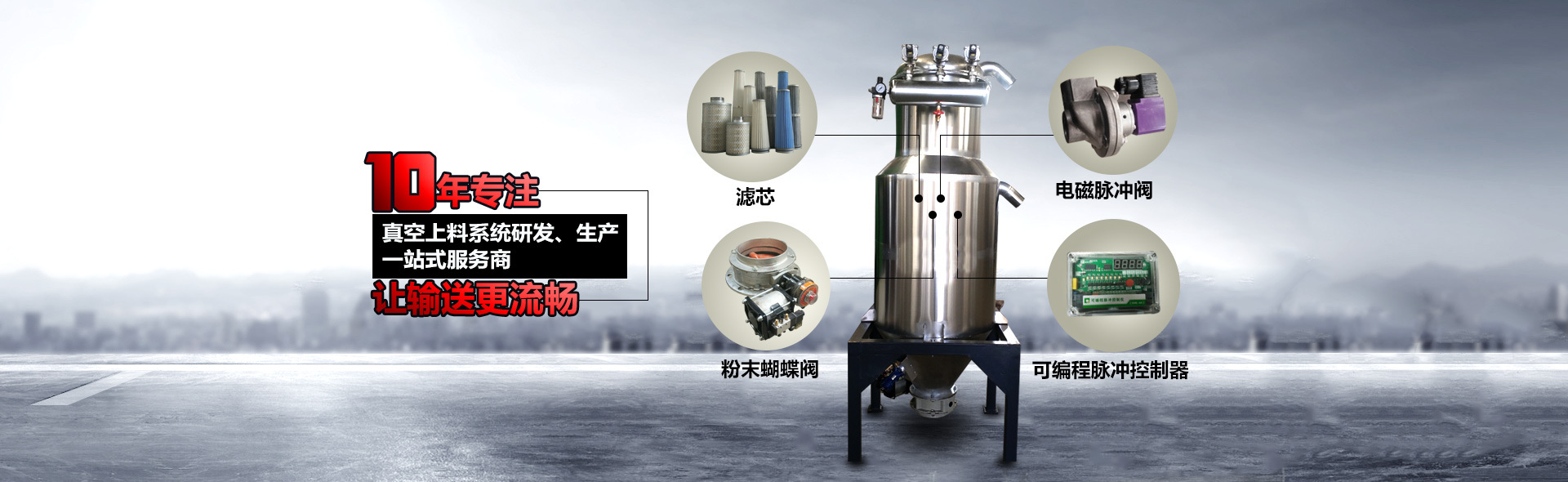
PE管材生产线组成部分:
原料+色母粒→混合→ 真空上料 → 原料干燥→ 单螺杆挤出机 → 蓝式共挤模具 → 真空定型 → 冷却喷淋→ 履带牵引 → 切割 → 收卷 → 堆放
|
管材直径(mm) |
16-63 |
20-110 |
75-160 |
90-250 |
110-315 |
160-450 |
315-630 |
500-800 |
|
挤出机 |
SJ45 |
SJ60 |
SJ75 |
SJ75 |
SJ90 |
SJ90 |
SJ120 |
SJ150 |
|
电机功率(KW) |
AC30 |
DC75 |
DC110 |
DC110 |
DC160 |
DC160 |
DC280 |
DC335 |
|
产量(KG) |
60-100 |
100-150 |
250-300 |
250-300 |
350-400 |
350-400 |
650-700 |
850-900 |
|
最大线速度(m/min) |
10 |
6 |
6 |
6 |
3 |
1.2 |
0.9 |
1.7 |



上一篇:PPR管模具
下一篇:PE管材真空箱





